
The pulp and paper industry provides products, such as stationery, cups, tissues, and paper-based packaging, including cardboard, that are an integral part of modern life. The manufacturing process of paper products requires the movement of wood particles, chemicals and water through networks of pipes to be treated. Rubber expansion joints alleviate pipe stresses resulting from thermal fluctuations and vibrations from pumps or other specialized machinery found in this industry.
Piping systems facilitate the constant movement of lumber, pulp, chemicals, and constant circulation of water throughout the plant. Various chemicals are introduced into the processing stream to break down the wood to make pulp. Used chemicals are recycled for future use to reduce waste and create a more sustainable process. An essential component, elastomeric expansion joints, ensure the proper functioning of piping and equipment.
Pulping
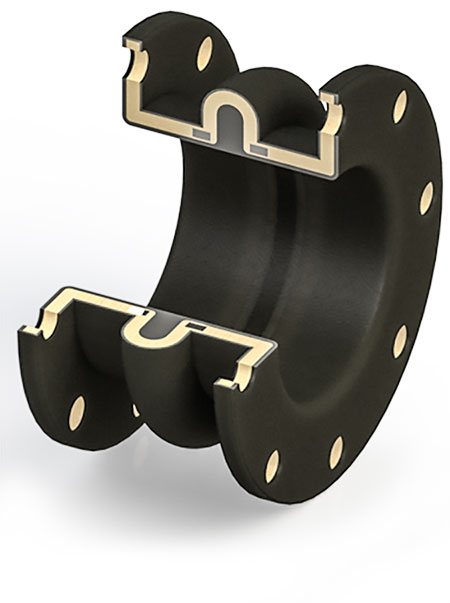
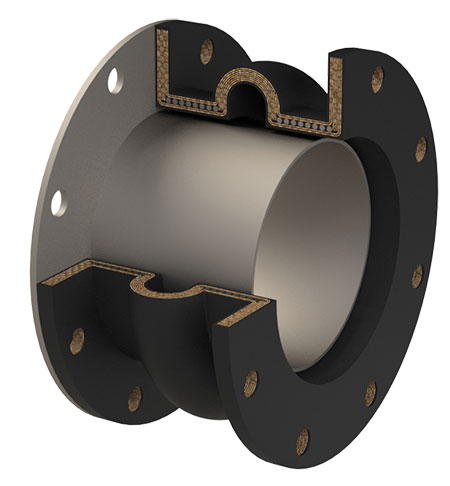
The wooden logs are first debarked and then reduced to small pieces so that they can then be transformed into pulp. Blowers and conveyors send the wood chips from the storage silo to the factory, this is the first step in the process where expansion joints can be used. Rough wood chips are abrasive and require an expansion joint with a filled arch to facilitate flow without the chips building up in the arch. In addition to a filled arch, the tube elastomer must be designed to withstand heavy abrasion. Ethylene Propylene Diene Monomer (EPDM), Hydrogenated Nitrile Rubber (HNBR) or Natural Rubber/Gum are best suited to handle these abrasive applications. Flow liners, also known as top hat liners, can also be used in this area when the wood chip velocity is high enough to damage the rubber liner. A flow liner is a metal insert that controls the flow of high velocity abrasives and protects the rubber tube without impeding the movement and vibration absorbing qualities of the expansion joint.

The pulping process will break down the raw wood chips into separate lignin fibers and leave behind cellulose, which is the key component in papermaking. Chemical pulping is the most common process for products today, using a digester to cook wood chips in white liquor using high-pressure steam. After the digester completes its cycle, the black liquor waste is pumped to an evaporator. The other by-product of the digester is wood pulp, which must be purified, washed and bleached before it can be made into paper.
Digesters often have expansion joints located on the white liquor feed as well as attached to the wood chip feed pan. White liquor is a mild chemical that is safe to handle with an EPDM rubber liner. The bins feeding the wood chips into the digester are gravity fed and require low pressure expansion joints which can be fabricated in round or rectangular shapes, depending on the specific configuration of the equipment. With little movement, an arch may not be necessary as feeders mostly compensate for vibration.
Chemical recovery
The two by-products of the chemical process that takes place in the digester are wood pulp and black liquor. To reduce waste, black liquor is sent to an evaporator to burn off excess water, then transported to a recovery boiler. The recovery boiler further burns the highly concentrated black liquor and a residue called green liquor remains.
After the green liquor is made, it is then combined with lime and recycled into white liquor. With the white liquor reproduced from the by-products of this process, it can be reused initially to break down raw wood chips. The cycle repeats continuously, known as the Kraft process.
Expansion joints are installed in complex piping systems that pump chemicals between the digester, evaporator and recovery boiler together safely and efficiently. This is a critical area to ensure that the expansion joint facing material is correctly specified to avoid unexpected failure. White, black and green liquor can be safely handled with the coating materials summarized in the table below. Since some of these chemicals are cured at elevated temperatures, coating materials may need to be specified to handle the chemical at the elevated temperature.
Whitening
The wood pulp slurry that exits the digester is routed to a washing unit which cleans the pulp of any remaining black liquor residue. A screening unit will further remove any impurities such as bark, stones or any other foreign objects.
The paste slurry, at any point in the cleaning stages, has a high concentration of solids and is another example where an abrasion resistant coating is essential for the expansion joint. Natural rubber/gum, EPDM or HNBR are acceptable facing materials. Additionally, a filled arch and/or flow liner configuration are ideal additions to prevent buildup of pulp material in the arch.
For products that require a bright white appearance, bleaching agents are added to the pulp mixture. This is another area where it is essential that the correct coating compound is specified. Most bleaches can easily break down some elastomers on contact. In bleaching lines, expansion joints coated with fluoroelastomer (FKM) or polytetrafluoroethylene (PTFE) are the optimal materials to specify.
paper machine
Paper machines then turn the purified pulp into a finished product. The machine itself is complex and incorporates a large number of pipes and pumps to circulate water through each stage. The process begins at the headbox, where pulp slurry is pumped from the mixing tank to be prepared for drying and finishing.
The mixed slurry flows through the wet end of the paper machine and the vacuum systems remove the water from the slurry. Water sucked from the stock is transferred to a seal pit. With mostly water removed from the mud, general purpose facing materials are sufficient, but it is important to specify an expansion joint with a full void. With the water now removed from the pulp slurry, the dry end of the paper machine begins to shape the dried pulp into its final shape. The presses operate at the dry end to begin forming sheets, which are then fed through a series of rollers. This area also has pipes equipped with expansion joints for the passage of various penetrating liquids, surface coatings and colorants for colored products. Depending on the final product, the additives will give the paper the desired surface characteristics and physical properties. Pumps are also used to manage the overflow of these solutions to be recycled.
General applications
Typically, a paper mill has fluid tightness needs beyond those evident in the pulp and paper manufacturing process. There are usually water treatment plants, power plants and water supply pumps that support the installation. Applications in these areas are widely considered general use because the medium is usually water at room temperature.
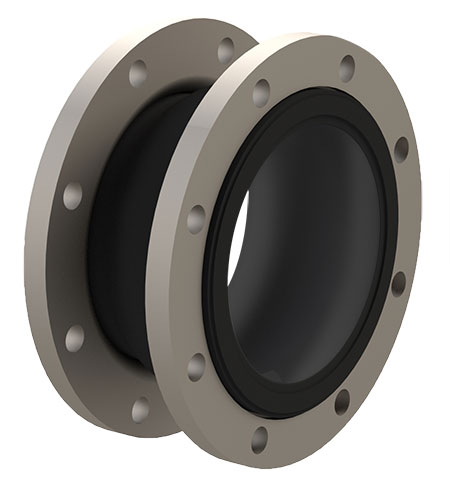
Some examples of general use are, but not limited to, spherical expansion joints, which are available in standard sizes and materials. Spherical expansion joints are usually supplied with floating metal flanges which are ideal for quick installation and reduced inventory compared to integral rubber flanges with retaining rings.

The pulp and paper industry uses complex equipment to manufacture important products. Elastomeric expansion joints are a way to ensure that a paper mill’s equipment operates efficiently and reduces the wear and tear that can be caused by thermal stress and pipe vibration. Expansion joints specified in these applications must consider fluid, temperature, movement, pressure, and vacuum requirements to ensure safe, leak-free operation.
We invite your suggestions for article topics as well as your questions about sealing issues so that we can better meet the needs of the industry. Please direct your suggestions and questions to [email protected].
Comments are closed.